
- Autogereedschap - motorgereedschap - auto diversen
- Luchtgereedschap
- Pneumatische plaatbewerking
Pneumatische plaatbewerking







Verzettang en sponstang:
Wat is een pneumatische verzettang ?
Een verzettang zorg ervoor dat je een "verdieping" in je plaat maak van ongeveer 2cm lengte en plaatwerk diepte. Ofwel, met een verzettang maak je een randje aan je plaatwerk waardoor je deze naadloos op je andere plaat kan laten aansluiten.
Is een speciale tang die dient om dunne metaalplaat te verzetten, dat wil zeggen zo te verbuigen dat er langs de rand van die plaat een S-vormige bocht ontstaat, waarbij het verzette deel een plaatdikte verschoven is ten opzichte van de oorspronkelijke positie.
Waarvoor wordt een pneumatische verzettang gebruikt?
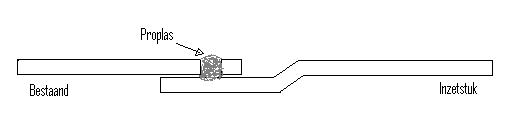
Het verzetten wordt gedaan bij het repareren van metaalplaatwerk, bijvoorbeeld als er doorgeroeste plekken van auto's moeten worden vervangen. Het doorgeroeste deel wordt eruit geslepen, de randen van het zo ontstane gat worden verzet. Op de verzette rand wordt vervolgens een passend stuk nieuw metaal geplaatst. In dat stuk wordt meestal rondom in het overlappend gedeelte gaten geponst, waarna het wordt vastgelast door middel van gatlassen. Vaak biedt de tang de mogelijkheid voor zowel het verzetten, als ponsen van de gaten in het werkstuk. Men spreekt dan van een 'pons-verzettang
De verzettang heeft een bek van ongeveer 2 cm breed waarin dit profiel, een verdieping van ongeveer 1 mm, terug te vinden is. Door aan de rand van de plaat te beginnen kunnen we telkens een klein stukje verzet aanbrengen. Als we de tang iedere keer ongeveer 1 tot 1,5 cm opschuiven krijgen we een keurig strakke rand. Het maken van een verzet heeft nog een bijkomend voordeel. Door het aanbrengen van een profiel wordt de plaatrand verstevigd en zal de naad er uiteindelijk strakker gaan uitzien. De kans op kromtrekken tijdens het lassen wordt daardoor ook iets verminderd. Zonder een verzettang is het niet echt mogelijk een dergelijke rand te maken. Pons- en verzettangen zijn te koop als afzonderlijke stukken gereedschap maar ook in combinatievorm, de zogenaamde pons/verzettang. Afzonderlijke tangen zijn bij elkaar iets duurder maar werken in de praktijk wel een stuk handiger
Wat is een pneumatische pons?

Een eenvoudig voorbeeld van een ponsbewerking is de perforator waarmee perforaties in een blad papier gemaakt worden. Bij ponsen gaat het om de bewerking van de plaat. Wanneer het gaat om de vorm die uit het materiaal komt wordt de bewerking stansen genoemd. De vorm is daarbij het beoogde product, niet de gemaakte opening zoals bij ponsen.
Andere voorbeelden van ponsbewerkingen:
Cirkels uit een plaat die dan later diepgetrokken worden tot een drankblikje of tot een kookpot (dit is eigenlijk stansen). Vormen die geperst worden tot carrosserie-onderdelen en het eruit drukken van de verbindingspen van een rollenketting (zie ook kettingpons)De KRACHTEN van een ponstang.
De stempel- en matrijsvormen zijn van invloed op de kracht tijdens het ponsproces. De kracht neemt toe tijdens het ponsproces omdat de gehele dikte van het materiaal tegelijk gesneden wordt. Een schuine pons helpt het snijden van dikkere metalen doordat er minder kracht aan het begin van de slag gebruikt hoeft te worden. Echter een schuine pons verstoort de vorm als gevolg van de laterale krachten die zich ontwikkelen. Met samengestelde ponsen kunnen meerdere vormen worden gemaakt. Samengestelde ponsen zullen over het algemeen de het werkpoces vertragen en zijn doorgaans duurder dan enkelvoudige ponsen.
Wat gebeurt er bij het ponsen?
Bij het ponsen wordt een pons in het materiaal gedrukt waardoor een vervorming ontstaat een de bovenzijde van de plaat. Vervolgens ontstaat een gedeelte dat gesneden wordt om vervolgens als laatste stuk uit te breken uit de plaat. Het gevolg hiervan is dat de gatmaat aan de bovenzijde van de plaat de maat van de pons heeft en de onderzijde de maat van de ondermatrijs. De snijspeling van de ondermatrijs bepaald dus de maat aan de onderzijde. Als regel kan aangehouden worden dat de snijspeling 20% van de plaatdikte is. Dus als voorbeeld een gat rond 10 wordt in 1.5 mm staalplaat aan de bovenzijde 10 mm en aan de onderzijde 10.3 mm.Welke Soorten ponsen heb je allemaal?
Ponsen zijn er in verschillende vormen: rond, vierkant en rechthoek. Ook ponsen met een speciale afmeting kunnen voor u gefabriceerd worden. De meest populaire zijn de zogenaamde Splitter ponsen. Het restmateriaal wat uit de plaat wordt geponst wordt direct in stukken geknipt. Het voordeel van dit systeem is dat het restmateriaal niet in de matrijs vast blijft zitten. U voorkomt hiermee dat de as beschadigd. De meeste ronde ponsen zijn ook in sets verkrijgbaar.
Waar wordt het Ponsgereedschap van gemaakt?
Het ponsgereedschap, de stempel en matrijs, wordt vaak gemaakt van gehard staal of hardmetaal. De meeste ponsmachines zijn mechanisch bediend, maar eenvoudige ponsen worden vaak met de hand bediend. Belangrijke onderdelen van een mechanische pers zijn: het frame, de motor, de pers, stempel, matrijs en werkbank. De stempel is gemonteerd in de pers, de matrijs is gemonteerd op de werkbank.Een grote computergestuurde ponsmachine wordt ook wel CNC-ponsmachine genoemd. Een dergelijke machine heeft verschillende stempels en bijbehorende matrijzen in een ronddraaiende perskop. Deze ponsmachines maken gebruik van hydraulische, pneumatische of elektrische kracht om de vorm uit het metaal te drukken.
Hieronder vindt u een categorie overzicht van al onze luchtgereedschap. Door op de categorie te klikken ziet u vervolgens alle producten.
- Nietpistolen en benodigheden
- Compressors
- Lucht koppelingen
- Luchtpistolen en bandenvullers
- Luchtverzorging em drukslangen
- Overige pneumatisch gereedschap
- Pneumatische (slag)moer en sleutels
- Pneumatische slijp, polijst en frezen
- Pneumatisch plaatbewerking
- Verfspuiten en airbrushes
- Accessoires luchtmachines